Основной инструмент для сборки резьбовых трубопроводов — ключи трубные рычажные и разводные. Они бывают пяти размеров: для труб диаметром 15-25, 15-38, 15-50, 20-75 и 20-100 мм. Ключи трубные раздвижные предназначены для сборки трубных резьбовых соединений диаметром 15-50 мм.
При рабочем положении ключа трубопровод захватывается губками и вращается по часовой стрелке.
При отведении ключа в исходное положение губки под действием пружины разжимаются и ключ проскальзывает. При работе со всеми типами ключей придерживайтесь правила: нельзя Удлинять рычаг, надевая, например, на ручку обрезок трубы. Каждый ключ рассчитан на определенное усилие, и всякая самодеятельность рано или поздно приведет либо к поломке инструмента, либо к серьезной травме.
Тиски и прижимы трубные бывают стуловые, параллельные с винтовым зажимом, слесарные неповоротные и поворотные. Тиски стуловые имеют наибольшее раскрытие 90, 130 и 150 мм.
Тиски параллельные неповоротные и поворотные имеют раскрытие 65, 100, 140 и 180 мм. Прижимы трубные откидные применяют для зажима труб диаметром до 50 мм.
Молотки бывают с круглыми или квадратными бойками.
Молотки с круглыми бойками применяют для работ, где необходима большая сила и меткость удара, с квадратным — для более легких работ.
Для рубки применяют молотки массой 400, 500, 600 и 800 г. Ручки к молоткам изготовляют из березы, клена, дуба, рябины.
В поперечнике они должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400-600 г — 350 мм, массой 800 г — 380-450 мм. Чтобы молоток во время работы не срывался, конец ручки, на который он насажен, расклинивают деревянными или металлическими клиньями толщиной 1-3 мм. Клинья ставят вдоль большой оси сечения ручки. Деревянные клинья ставят на клею, а металлические заершивают, чтобы они не выпадали.
Ручные ножовки бывают раздвижные с горизонтальной и наклонной ручкой. Более удобна ножовка, у которой ручка наклонена к оси примерно на 30°. При работе этой ножовкой не приходится сжимать ручку для предотвращения скольжения, как при работе ножовкой с горизонтальной ручкой. Ее держат свободно, усилие прилагают только для движения ножовки. Для ручных ножовок применяют полотна длиной 300 мм, шириной 15 и толщиной 0,8 мм. Угол заострения зуба ножовочного полотна 60 .
Ножовку по металлу может с успехом заменить труборез; в ряде случаев (при работе с трубами большого диаметра) труборез даже предпочтительнее, так как позволяет сделать разрез «чисто», тогда как полотно ножовки неизбежно ушло бы в сторону (рис. 80).
Порядок работы с труборезом: корпус этого инструмента надевают на предварительно закрепленную трубу и вращают рукоятку до соприкосновения ролика-резака со стенкой трубы.
Затем рукоятку следует докрутить так, чтобы ролик врезался в трубу. После этого водят труборез вперед-назад, постепенно описывая окружность; место разрезания следут смачивать маслом или обливать водой. После того, как окружность описана полностью, доворачивают рукоятку и повторяют еще раз весь
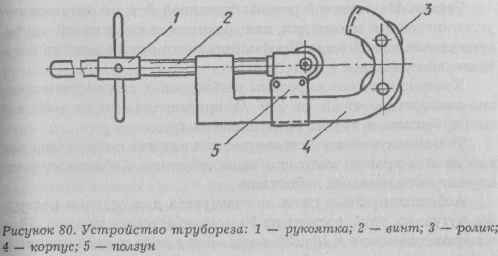
процесс. Место разреза зачищают напильником, чтобы избавиться от заусенцев. Напильники различают по крупности насечки (номеру), длине и форме.
В зависимости от числа насечек на 1 см длины напильники бывают: драчевые (№ 0 и 1) с крупной насечкой, личные (№ 2) с более мелкой насечкой и бархатные (№ 3, 4) с очень мелкой насечкой. Драчевые напильники применяют для предварительной, грубой обработки, личные — для чистовой, отделочной обработки, бархатные — для окончательной, точной отделки изделия. Напильник должен быть на 150 мм длиннее опиливаемой поверхности. Насечка напильника может быть одинарной под углом 70-80° к ребру напильника и двойной (перекрестной).
При двойной насечке нижняя расположена под углом 55е, а верхняя — под углом 70°.
Угол заострения зуба напильников — 70°.
В зависимости от вида обрабатываемых поверхностей изделий и от характера работ применяют напильники с профилем различной формы: плоские, полукруглые, квадратные, трехгранные, ромбические и круглые. Насечку напильников следует своевременно очищать от стружки, предохранять от масла и воды. От грязи и частиц металла напильник очищают стальными щет-
ками. При опиливании мягких металлов напильник рекомендуется предварительно натереть мелом — это предотвратит его забивание металлическими опилками и облегчит очистку.
Резина. Из листовой резины толщиной 3-4 мм изготовляют уплотнительные прокладки для фланцевых соединений трубопроводов холодной воды. Профилированная резина идет на изготовление прокладок в виде ленты.
Хранить изделия из резины необходимо в затемненном месте при температуре от -5 до +30° С, предохраняя ее от действия масел, бензина и других разрушающих сред.
Техническую кожу используют для манжет и прокладок для вентилей и кранов холодного водоснабжения. Асбестовые нити служат сальниковыми набивками.
Асбестоцементная смесь используется для заделки раструбов чугунных труб, состоит из 30 м. ч. асбестового волокна, 70 м. ч. портландцемента и 10-12% воды. Лен в виде прядей применяют для уплотнения резьбовых соединений трубопроводов холодной и горячей воды с температурой не выше 100° С.
Пряди пропитываются свинцовым суриком или белилами, разведенными на натуральной олифе. Смоляную прядь применяют для заделки раструбов чугунных и керамических канализационных труб.
Пеньковый или джутовый канат используют для уплотнения раструбов чугунных и керамических канализационных труб. Пропитанный смолой канат дольше сохраняется.
Фторопластовый уплотнительный материал (ФУМ) применяют для уплотнения контргаек и набивки сальников в санитарно-технической арматуре, выдерживает температуру рабочей среды от -60 до +200° С. Устойчив к минеральным кислотам, щелочам и другим агрессивным средам.
Натуральная льняная и конопляная олифа идет на приготовление суриковой замазки, для разведения грунта и густотертых красок, пропитки картонных уплотнительных прокладок.
Свинцовые густотертые белила используют для пропитки льняной ткани, используемой в качестве уплотнения в резьбовых соединениях трубопроводов систем отопления и горячего водоснабжения с температурой теплоносителя до 105° С. Цинковые белила, разведенные натуральной олифой с добавлением сикка-
тива, применяют для пропитки льняной пряди в качестве уплотнения в резьбовых соединениях трубопроводов холодной воды. Техническую серу применяют для заделки стыков раструбов чугунных канализационных труб. Перед использованием серу измельчают, нагревают до плавления и заливают стыки.
Эпоксидная смола — один из основных компонентов клеев, применяемых для соединения труб, воздуховодов и приклейки унитазов.
Портландцемент применяют для зачеканки раструбных соединений чугунных канализационных труб, его используют также для приготовления асбестоцементной смеси.
Резьбовые соединения водопроводных труб герметизируют с помощью тонких прядей льняной пакли, пропитанной густотертой краской. Прядь наматывают на 5-8 витков резьбы на конце трубы, после чего наворачивают муфту.
Для лучшей сохранности водопроводных труб (неоцинкован-ных) их обычно покрывают красками на основе лаков, асфаль-тов, битумов и др. Используют для этого и масляные краски. Покрывать водопроводные трубы красками удобно с помощью следующего устройства: к горловине полиэтиленового бачка крепится цапфа, на ось которой насажен поролоновый валик. Краска из бачка попадает на валик через трубку, вставленную в пробку, закрывающую горловину. Подача краски регулируется нажимом на стенки бачка.
Если нужно заделать трещины и другие неплотности в трубах, котлах, смывных бачках, пользуются специальными замазками, например: 2,5 кг железных опилок, 60 г порошкообразного нашатыря и 30 г серы перемешать. Перед употреблением добавить воды, чтобы получить густую замазку. Для прокладки водопровода применяют, как правило, стальные трубы, для канализации — чугунные.
Водо- и газопроводные трубы соединяются при помощи муфт, тройников, переходников и других фасонных частей с резьбой. Трубы одинакового диаметра соединяются прямой муфтой, разных диаметров переходной муфтой. Для изменения направления трубопровода применяют угольники, а для ответвлений тройники и крестовины. Для заглушки трубы используют чугунную пробку с внешней резьбой.
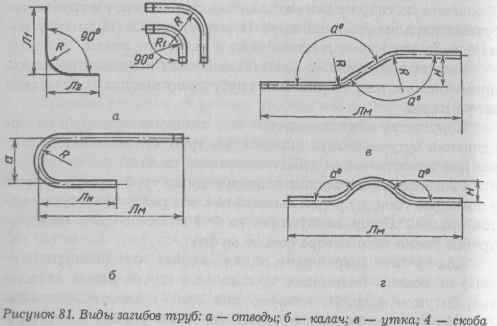
Гибка труб — процесс несложный, но достаточно трудоемкий. Есть несколько типов изгибов, но вам предстоит столкнуться только с некоторыми из них — изгибами в одной плоскости.
На профессиональном жаргоне их называют отводами, скобами, утками и калачами (рис. 81).
Стальные трубы можно гнуть в холодном и горячем состоянии. Чтобы получить плавный изгиб без вмятин, необходимо трубу набить сухим песком и заглушить им.
Место изгиба намечают мелом. Гнут трубу в тисках или между двумя упорами. Если, трубу гнули в горячем состоянии, то в месте нагрева нужно снять окалину и смазать трубу минеральным маслом, пока она не остыла.
Тонкие медные, латунные или алюминиевые трубы удобно гнуть, заполнив их расплавленной канифолью или свинцом.
Существует приспособление, которое позволяет производить практически все типы изгибов — это станок Вольнова. Он имеет два ролика и крепится к массивному металлическому верстаку болтами с гайками.
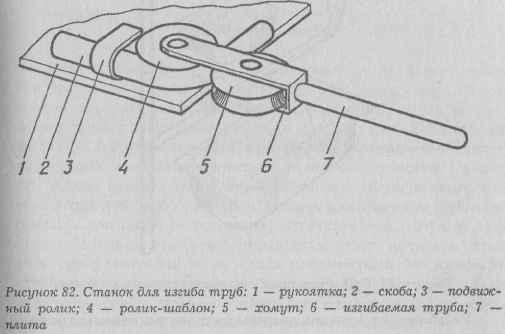
Такой станок можно заказать на заводе или изготовить самостоятельно. Кроме опыта и наличия материалов для его изготовления потребуются дрель, токарный или вертикально-сверлильный станок. Сталь для скобы и хомутика должна иметь толщину не менее 5 мм Ролики вытачивают из стали, их оси диаметром не менее 12-15 мм фиксируются гайками (рис. 82).
Рукоятку к скобе можно присоединить на резьбе или приварить. Плиту вырезают газосваркой (резаком) толщиной не менее 12-18 мм во всю ширину роликов.
Под хомутик закладывают длинную сторону трубы, а гнут короткую. Радиус изгиба регулируется радиусом ролика-шаблона, поэтому станок Вольнова оснащается несколькими роликами-шаблонами с разными радиусами и соответствующими им подвижными роликами. Для уменьшения усилий при изгибе изгибаемое место смазывают любым маслом, чтобы подвижный ролик лучше скользил.

Резьбовые соединения должны быть непроницаемы для воды. Чтобы это обеспечить, на резьбовое соединение наматывают льняное или конопляное волокно для уплотнения с густой суриковой или цинково-белой краской. Соединяя трубы, пользуются газовыми ключами или специальными клещами.
Канализационные чугунные трубы соединяют при помощи раструба. При заделывании раструбного стыка льняное или просмоленное волокно свивают в толстый жгут и заполняют им щель между раструбом и трубой. Жгут забивают в кольцевую щель между раструбом и трубой с помощью тупого зубила. Таким образом забивают 2-4 жгута, оставшееся не заделанным кольцевое пространство заполняют густым цементным раствором (10:1).
Легко и быстро прочистить засорившиеся трубы даст возможность протянутый однажды и находящийся постоянно в трубах от мойки до умывальника и от ванны до мойки капроновый шнур. Концы шнура следует смотать и прикрепить снаружи к сифонам. В местах соединения труб и сифонов выходящий шнур не создаст помех. Для чистки достаточно снять сифоны, привязать
к шнуру металлическую мочалку и протянуть ее несколько раз по трубе. Чтобы пропустить шнур в трубы, сначала в поток воды пускают привязанную к нитке пластмассовую пуговицу (рис. 83).















 Покрывала из пуха не выбивайте, а только встряхивайте, чистите щеткой и оставьте на открытом воздухе проветриваться. Оставлять их долго на солнце не следует.
Покрывала из пуха не выбивайте, а только встряхивайте, чистите щеткой и оставьте на открытом воздухе проветриваться. Оставлять их долго на солнце не следует. 