При температуре 110-135° С оргстекло становится пластичным и гнется под собственным весом. Но если температура чуть ниже — материал становится хрупким, чуть выше — появляются пузырьки, ухудшающие качество. Потому, разогревая оргстекло на противне в духовке газовой плиты, руководствуйтесь показаниями термометра. Точность его порой невелика. Проверьте на пробном куске материала, на какой отметке появятся первые пузырьки.
Для формовки достаточно иметь деревянный пуансон и фанерную (10 мм) матрицу. Отверстие матрицы должно повторять контур изделия в плане с припуском на толщину обрабатываемого материала. Чтобы на изделии не оставалось следов от текстуры дерева, смажьте пуансон и края матрицы казеиновым клеем. Когда клей высохнет, всю поверхность зачистите шкуркой.
Формовку лучше всего выполнять вдвоем на полу, подстелив кусок фанеры, чтобы не испортить линолеум или паркет. Работающий с разогретым оргстеклом должен надеть на руки теплые шерстяные или хлопчатобумажные перчатки, а сверху
брезентовые рукавицы. Напоминаем: никакие синтетические изделия здесь неприменимы — они легко плавятся и могут стать причиной тяжелых ожогов).
Когда кусок оргстекла разогреется, его быстро вынимают из духовки и кладут на матрицу. Ваш помощник, не мешкая, берет пуансон, слегка нажимает на него, фиксируя в нужном положении, а затем встает на него ногами. Примерно через 5-10 мин готовую деталь можно вынуть, удалить излишки материала и приступить к дальнейшей обработке.
В тех случаях, когда необходимо изготовить деталь в виде полушария, вместо пуансона можно применить сжатый воздух. Штамп в этом случае представляет собой матрицу и основание со штуцером. Между ними прокладывается заготовка. Пластина оргстекла устанавливается между матрицей и основанием и стягивается винтами. Штамп нагревают в духовом шкафу до размягчения оргстекла. Затем его быстро вынимают, надевают на штуцер шланг и подают воздух под давлением. Для этого вполне пригоден автомобильный насос.
Цилиндр из плоского листа проще всего получить, используя в качестве формообразующего элемента отрезок трубы.
Взяв за проволочное кольцо разогретую заготовку, втяните ее в отверстие трубы и оставьте там до полного остывания.
При изготовлении элементов оформления витрин, учебно-наглядных пособий и различных приборов из органического стекла требуются всевозможные уголковые кронштейны, обечайки корпусов приемников, измерительных приборов и т. п.
Полоски органического стекла можно согнуть с помощью нагретого жала электропаяльника с прямым стержнем. Предварительно его тщательно очищают от окалины, при работе стержень плотно прижимают к поверхности материала по линии гибки, прогревают до появления характерного треска (органическое стекло начинает гореть), затем, перемещая стержень вдоль линии гибки, удаляют материал примерно на одну треть толщины. К этому времени материал оказывается достаточно прогретым, и его можно гнуть руками или с помощью металлических угольников, положив заготовку торцом на плоскую поверхность. Для сохранения формы заготовку выдерживают в согнутом виде до полного остывания материала.
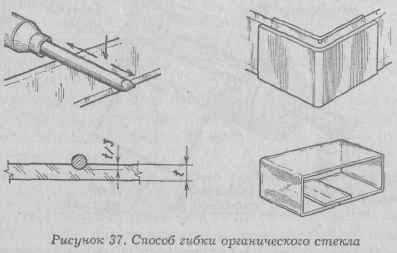
Этот способ гибки хорош тем, что материал детали нагревается практически только в небольшом объеме вблизи линии изгиба, поэтому вся остальная часть остается ровной (рис. 37).















 Покрывала из пуха не выбивайте, а только встряхивайте, чистите щеткой и оставьте на открытом воздухе проветриваться. Оставлять их долго на солнце не следует.
Покрывала из пуха не выбивайте, а только встряхивайте, чистите щеткой и оставьте на открытом воздухе проветриваться. Оставлять их долго на солнце не следует. 